Customized Water Tight and Temperature Controlled Case: Case Study
Custom Aluminum Case
A defense contractor needed a transportable, air conditioned, rack mount case able to handle various climate conditions around the globe on land or by sea. Because it would be installed on the deck of a ship during operation, the case had to meet several military specifications including MIL-648C.
The specification presented a rare two-part dilemma that required a complex build. The case needed to handle 1.) extreme temperatures and 2.) exposure to water in order to protect sensitive electronics inside the case. Failure to produce a case to secure such items in all conditions was not an option.
Main challenge with temperature control was to attach an air cooled/air conditioned system to handle various external temperatures. A primary concern was leakage and keeping the case water tight, as well as adding an additional panel to house circular connectors also be water tight, not just water resistant.
The design called for a case large enough to secure 250 - 350 lbs. of equipment, while also being easily transportable from ship to land and back. With concern to the contents to be stored in the case, the customer required an RFI and EMI suppression.
Usually, custom aluminum 19" rack mount cases are produced within 8 - 10 weeks. Our customer asked for a quicker deadline of 6 weeks, which presented a challenge with the custom designs required.
Solving the Problems and Producing the Customer’s Vision
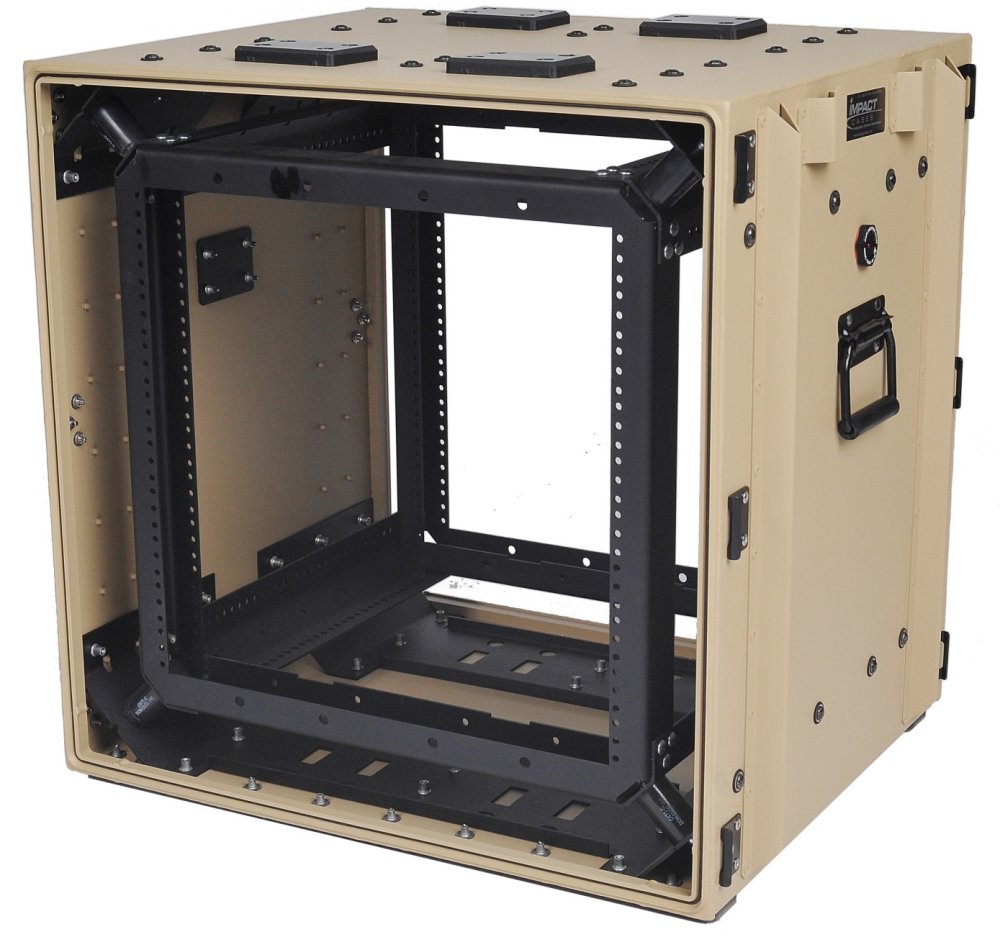
In order to fulfill the customer’s first major concern of keeping the case contents cool at hot external temperatures, we designed a highly engineered climate controlled case. Although production began with the already existing Rock Mount Case we carry, several custom specifications were made, including attaching an air conditioned system able to cool hot environments. The air cooling system is closed loop within the case, so as to function without being effected by “the elements”.
The cooling system was air compressor based in order to handle the large heat load needed. Custom fittings produced a case designed to not exceed 125 degrees, Fahrenheit, internally at all times.
We addressed the second major challenge, preventing all water leakage, by making the case completely water tight. Every fitting was specially made to prevent 100% of water leakage, not just water resistant.
Further, a custom panel to protect circular connectors was installed. Normally, a case would not have this panel, but was added to fulfill request for a water tight space that can house connectors to the contents of the case without panel leakage. Custom cables were also made for the connectors.
Stainless steel handles were installed, instead of zinc plated handles, to address exposure to sea water.
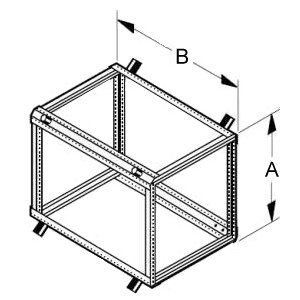
The customer needed a big enough case to hold 250 - 350 lbs of equipment safely during travel and use. Finely tuned rails were installed to hold extra weight and absorb shock so that a 350 lb. cargo load would not be disturbed within the case. The shell measured 18U with a depth of 30 inches.
In addition to size, the case also called to be transportable, so as to be moved from vessels on land and ocean. A custom fitted pallet lift was made to make the case easy to lift and transport in various locations.
The case also called for an aluminum design that would reduce EMI. We met this goal by using material reducing EMI at 40Db, between 8 - 12 gHz.
Lastly, a quick completion time was very important to the customer. We were able to complete this highly engineered custom product in 6 weeks. A normal schedule consists of 8 - 10 weeks. Considering the custom fittings and design, our ability to complete this case in 6 weeks was nothing short of a miracle.